

“What are the benefits of using FMEA?”
“What does the template look like?”
“I want to learn how to prepare FMEA.”
This article is for those who have such questions or concerns about FMEA.
From the appearance of its format, FMEA may seem to be a hurdle and some people may tend to avoid using it.
However, it is an excellent tool that anyone can easily use if they follow the steps and can express everything from the current problems to the results of countermeasures on a single sheet.
We’ll explain about FMEA as simply as possible, starting with the basics, so even beginners can understand.
We hope you find it helpful!
What is FMEA?
FMEA stands for “Failure Mode and Effects Analysis“.
It is an analysis method used to rank potential failure modes of a product in advance, visualize high-risk items, and determine the priorities and policies for countermeasures.
There are two main types of FMEA:
Design FMEA, which lists items by the components of the product.
Process FMEA, which lists items by the steps in the process.
Both involve breaking down the design or process into components and identifying failure modes for each—a bottom-up analysis method.
Structure of FMEA
Here’s an example of a Process FMEA template:
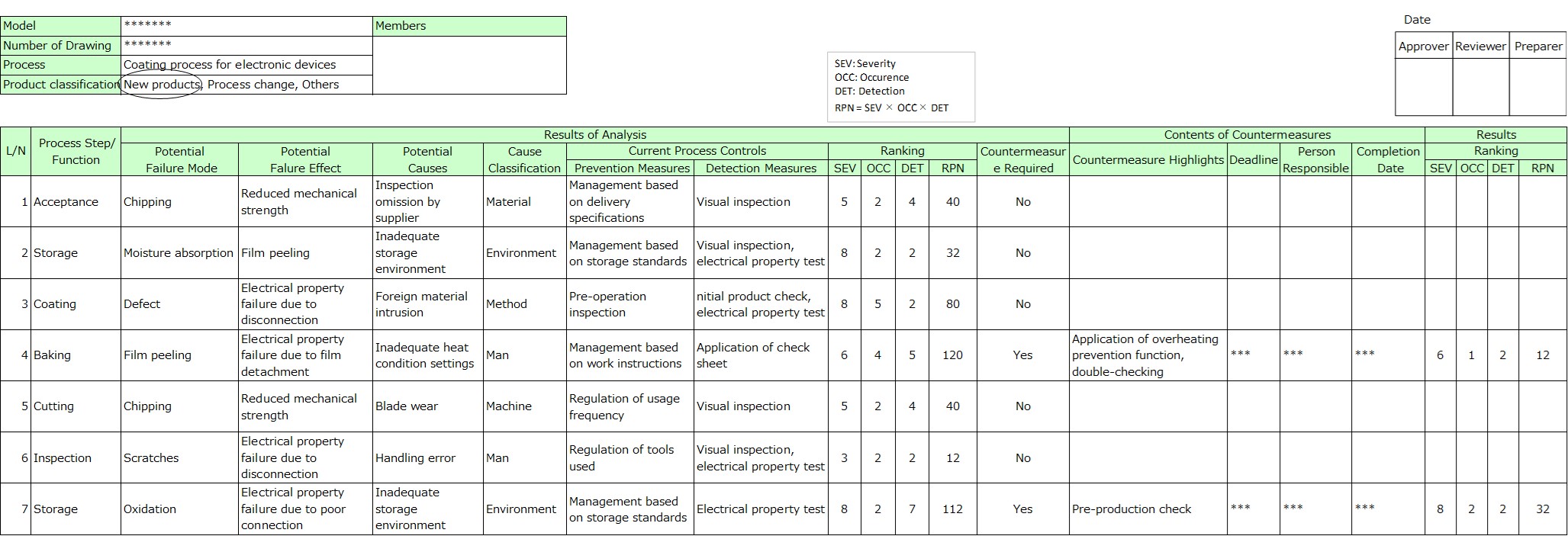
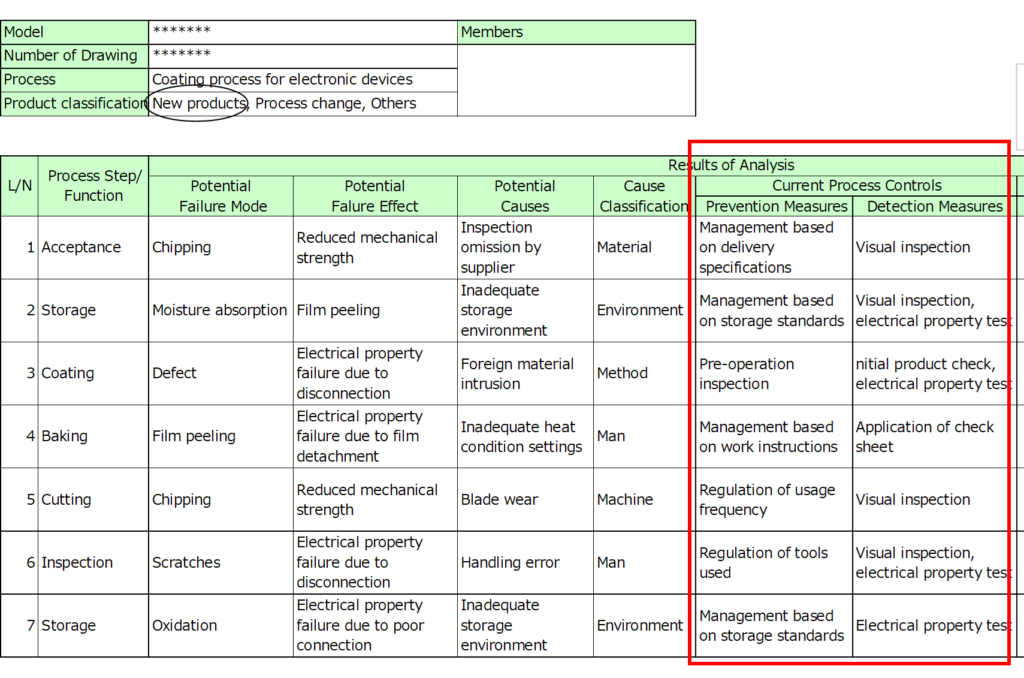
The sheet is broadly divided into two halves: the left half and the right half.
Left Half Area: Contains the analysis results of the current process (or product).
List the anticipated failure modes, their effects on the product, causes, prevention measures, and containment measures (detection), and finally record the risk score.
Right Half Area: Contains items related to countermeasures.
Include the countermeasure details, deadlines, and completion dates, and finally, record the risk score as the result of the implemented countermeasures.
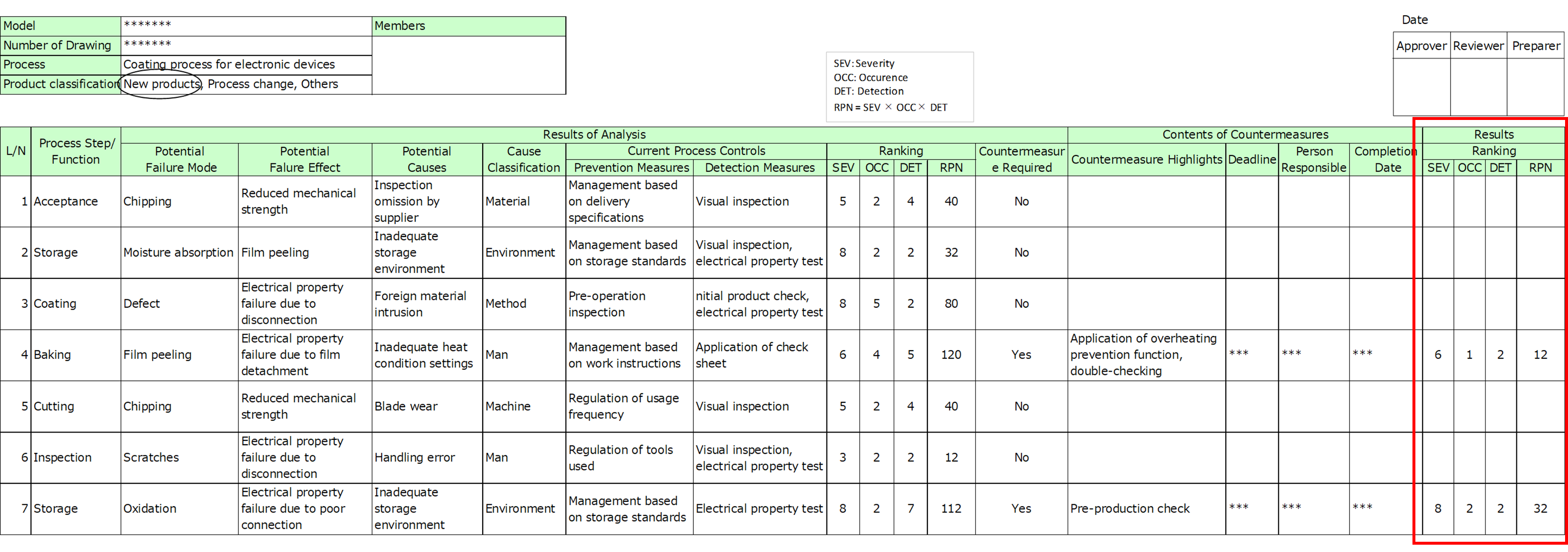
With this structure, FMEA allows you to list processes (or products) comprehensively on a single sheet and track everything from current issues to countermeasure results.
Difference Between FMEA and FTA
Another method of failure mode analysis is FTA(Fault Tree Analysis).
While FMEA is a Bottom-up analysis, FTA is a Top-down analysis, used to investigate the causes of a specific failure mode.
It starts with the failure mode at the top and branches down in a tree diagram format.
It’s helpful to remember the difference to avoid confusion between the two method.
https://qctoranomaki.com/en/qa-en/fta-2/
Purpose and Applications
1. Listing Failure Modes
By listing potential failure modes in advance, FMEA effectively prevents defects from occurring.
It’s particularly useful during:
– Design or process changes
– New product development
Being prepared enables quick initial responses to issues.
2. Prioritizing Countermeasures
The hallmark of FMEA is its scoring system.
By calculating the Risk Priority Number (RPN) using following formula, you can objectively identify high-priority items for action.
RPN= Severity × Occurrence × Detection
This quantitative approach helps gain consensus with stakeholders.
3. Evaluating Countermeasure Effectiveness
FMEA doesn’t end with implementing countermeasures—it also evaluates their effectiveness.
Describing the results on the same sheet allows easy comparison before and after countermeasures, enabling continuous improvement.
How to Prepare FMEA Sheet
The preparing process involves three main steps:
Analyze the Process
1. Organize the Process Flow
In the left half of the sheet, identify and document the current issues.
First, organize and record the steps of the process.
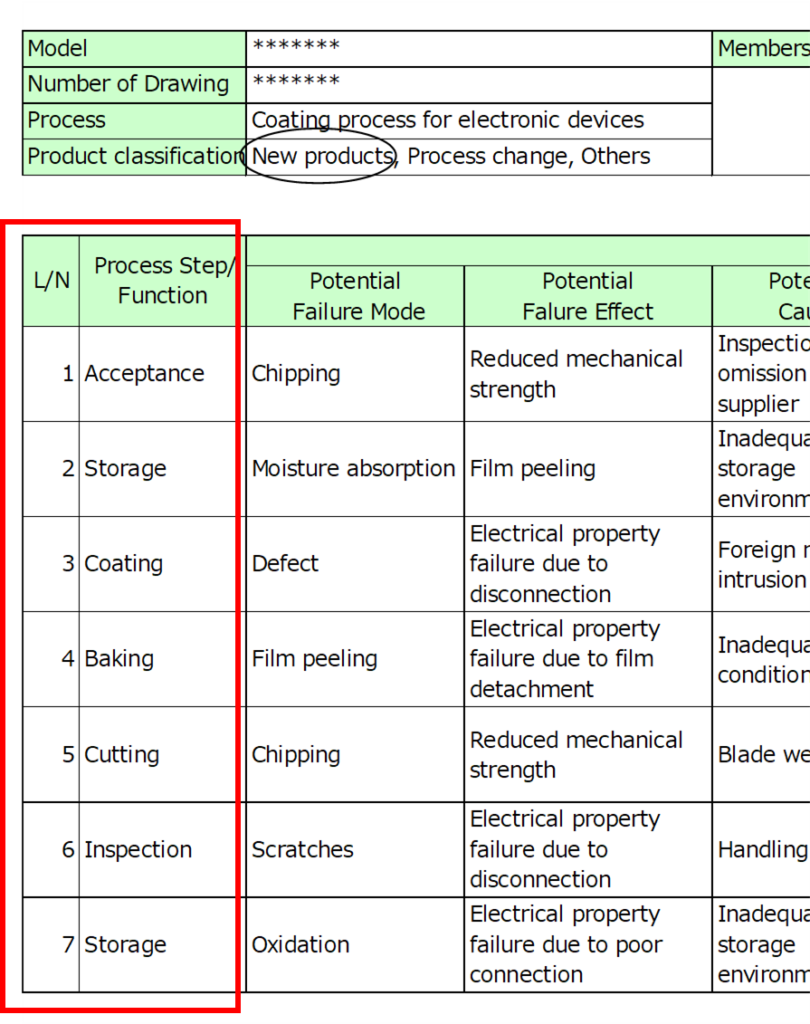
Basically, it is acceptable to list the same items as in the QC process chart.
Include not only the actual manufacturing operations but also processes such as parts receiving, storage, and inspection.
2. Identify Potential Failure Modes
Next, list the potential failure modes for each process.
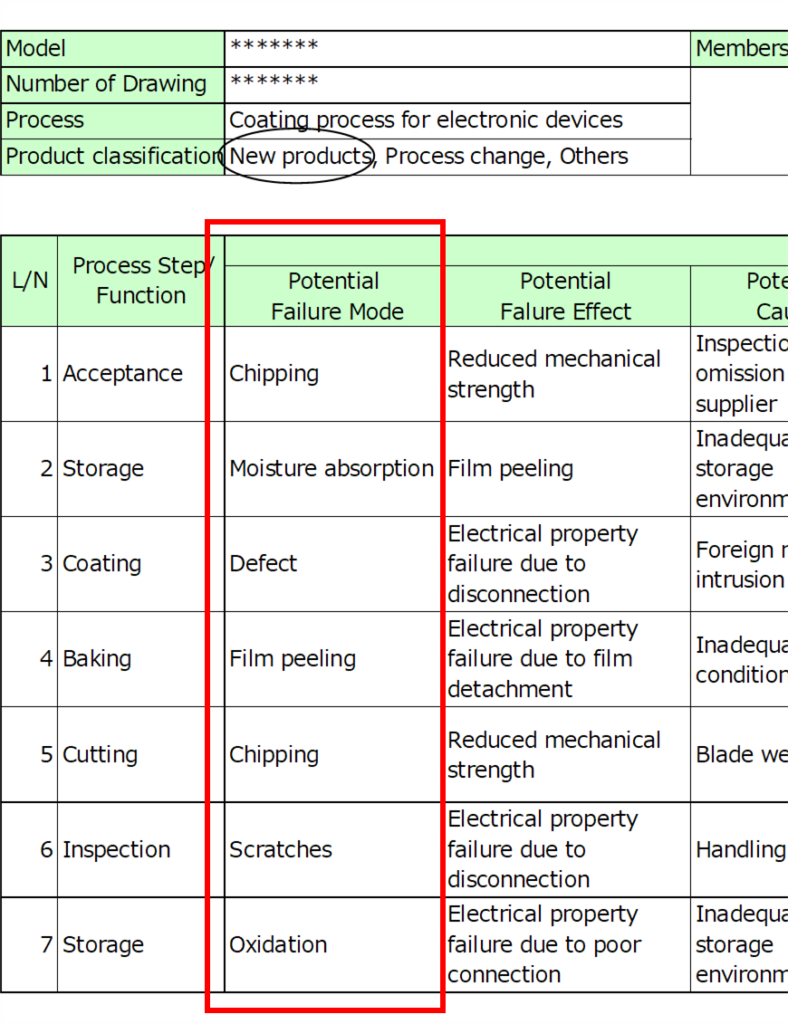
For instance, consider not only visible issues such as scratches and cracks but also factors that could lead to failures, such as oxidation or moisture absorption of parts.
You might wonder if these failure-causing factors should fall under “probable causes”.
Indeed, they are causes; however, consider the sequence in which FMEA is created.
For example, suppose a heating process results in failure modes like delamination or blistering as external abnormalities.
While investigating probable causes, you might initially think of manufacturing condition defects or equipment malfunctions before considering storage conditions for parts.
Therefore, by focusing on abnormalities related to storage in the storage process and listing failure modes like oxidation and moisture absorption, you can minimize oversight.
3. Identify Failure Impacts and Probable Causes
For each failure mode, identify and document the impacts on product quality and the probable causes.
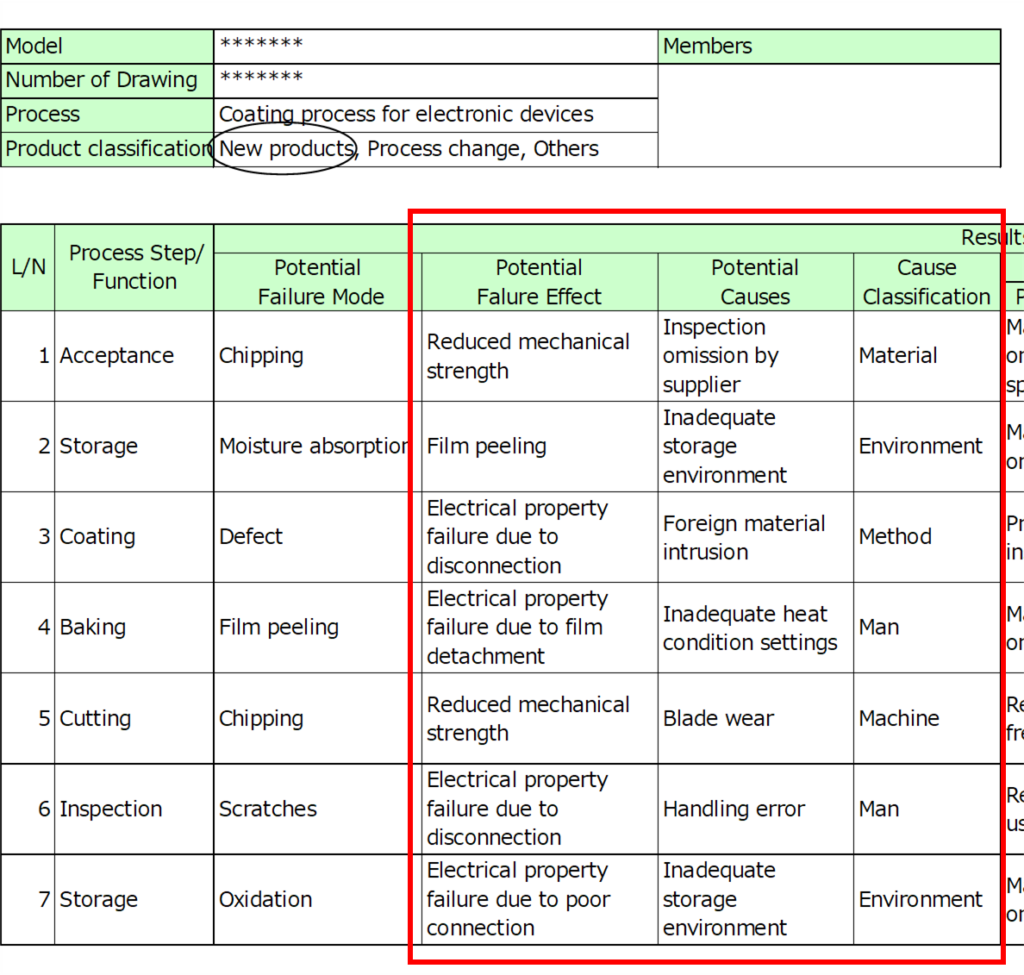
To comprehensively extract causes, classify them using the 5M+1E factors, which represent:
- Man (Human)
- Machine (Equipment)
- Material (Raw Materials)
- Method (Process)
- Measurement (Testing)
- Environment (Work Environment)
Examples of classifications:
– Input errors in equipment (Human)
– Improper conditions (Method)
– Inappropriate storage temperature or humidity (Environment)
This classification helps identify which factors contribute most to failures, allowing you to recognize the weak points in your process.
4. Describe the Preventive and Detection Measures
Next, record current preventive measures and detection measures (outflow prevention) in the process management.
Prevention of outbreaks includes, for example, training on work methods, stipulation of storage standards, and confirmation of the first product.
In broad terms, most of the processes can be addressed by listing items such as training of workers, establishment of standards, checking the actual products, and pre-start inspection of equipment.
With regard to preventing spills, there are, for example, worker visual checks and electrical inspections.
In addition, it is advisable to include systematic elements such as double-checking and the application of check sheets.
5. Assign Risk Priority Numbers (RPN)
The final step in analyzing the current situation is assigning RPNs to prioritize risks.
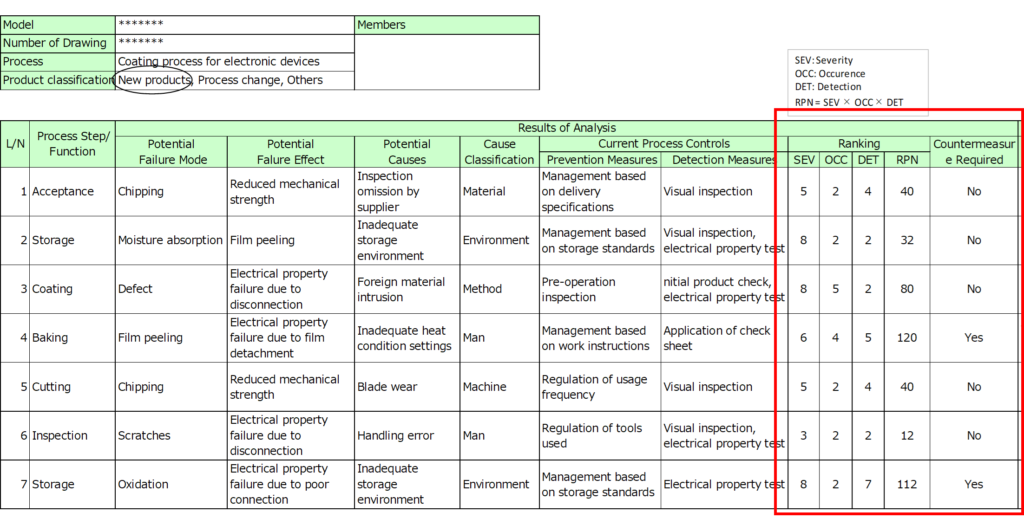
Break down the evaluation into the following three elements, each rated on a scale of 1–10, where higher scores indicate greater severity or risk:
Severity
It represents the impact of failure.
For example, the degree of impact varies depending on whether a failure completely disables the product, reduces its performance, or falls within an acceptable range.
Occurrence
It represents the frequency of occurrence.
Assign a score based on how often the failure occurs, whether daily, about once a week, or some other frequency.
Detection
It represents the detectability.
Assign a score based on the ease of detection, such as whether the failure is completely undetectable, detectable in the next process, or fully detectable within the current process.
Finally, calculate the RPN (Risk Priority Number) by using following formula.
RPN= Severity × Occurrence × Detection
Implementing Countermeasures
After analyzing the current situation, assess the necessity of countermeasures and implement them where required.
Generally, RPN values of 100 or higher are considered to require action.
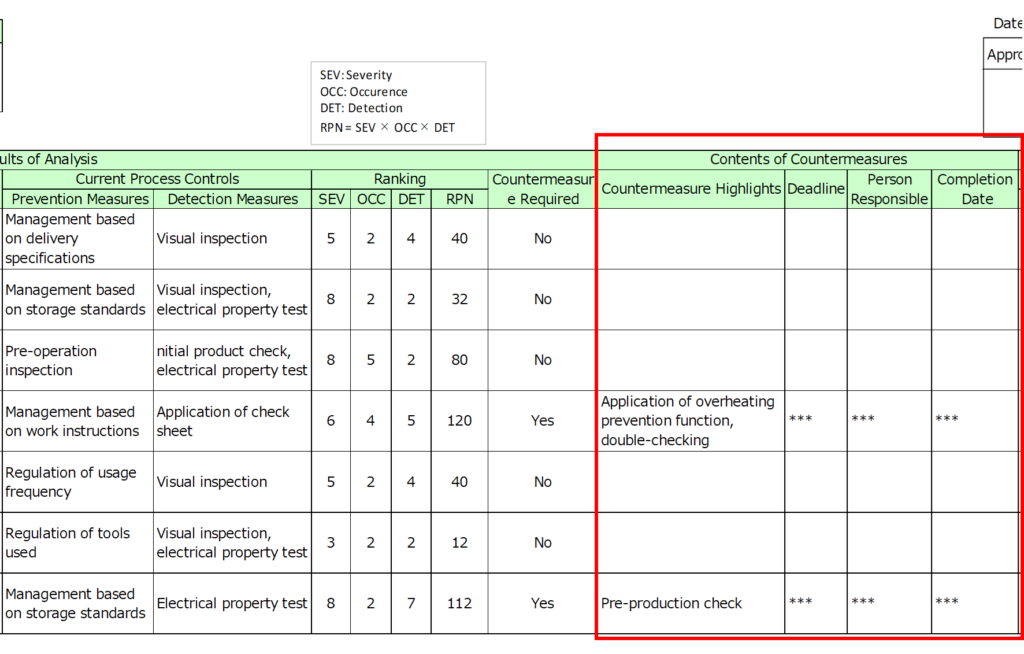
6. Describe the Countermeasures
Detail the measures aimed at reducing RPN by addressing the factors with high scores for Severity, Occurrence, or Detection.
Examples of countermeasures by category:
If Severity Score is high:
Introduce backup systems or designs to mitigate failure impact.
For instance, add protective backup circuits in electronic components or enforce strict manufacturing/storage conditions.
If Occurrence Score is high:
In manufacturing, variability is inevitable.
Even when using the same materials under the same conditions, variability within a certain distribution occurs, resulting in both acceptable and defective products within a single lot.
When the position of the distribution is close to the specification limit (threshold), the likelihood of exceeding the standard increases.
To reduce the occurrence rate, the following three approaches can be considered:
- Lower the mean value of the distribution.
- Reduce the variability within the distribution.
These can be achieved through improvements in materials, components, or manufacturing conditions. - Reevaluate the specification limit itself.
While it is unacceptable to loosen the criteria without justification, reassess the quality requirements and establish reasonable specifications based on a thorough review.
If Detection capability is low:
To improve detection sensitivity, it is recommended to approach the issue from the perspectives of systems, personnel, and equipment.
For systems, consider implementing measures such as double-checks or utilizing checklists.
For personnel, focus on training and educating workers.
For equipment, explore automation of inspections or tightening threshold criteria.
By taking a multi-faceted approach like this, you can establish robust processes (or products) that effectively prevent defects from being passed on.
Specifically, regarding equipment, it is advisable not to rely solely on a single threshold value to determine pass or fail.
If the standard value is suddenly exceeded, it could cause panic on the shop floor and hinder sound decision-making.
Therefore, it is beneficial to set a warning zone with stricter criteria than the threshold value to detect early signs of issues. When this warning value is exceeded, halt production for verification.
Such practices help in preventing defects proactively and enable swift responses in case a defect does occur.
Evaluating Countermeasures
Finally, evaluate the results of countermeasures by recalculating RPN.
If high scores persist, implement further measures to address the remaining risks.
Tips for Preparing FMEA Sheet
1. Be as specific as possible for failure modes
When documenting failure modes, their effects, and causes, aim for as much specificity as possible.
For instance, if a failure mode is simply described as “damage,” it’s unclear whether it refers to chipping, scratching, or cracking.
Each of these has different causes and potentially different impacts on the product.
Vague descriptions can lead to overlooked details, so always prioritize clarity and specificity in your documentation.
2. Scoring should be objective with a set of indices
In FMEA, the RPN score is critical—it essentially determines the results.
Therefore, the scoring process should not be based on subjective judgment.
For example:
For occurrence frequency, define benchmarks such as daily, weekly, or monthly occurrences.
For detection, classify as undetectable, detectable in subsequent processes, or fully detectable in the same process.
Prepare a table mapping scores to specific criteria in advance to ensure consistent and objective scoring across evaluations.
3. Implement with the participation of all departments
FMEA inherently spans from failure prediction to prevention and detection measures, requiring input from product design, process design, manufacturing, and quality control perspectives.
Therefore, instead of proceeding within a single department, involve all relevant departments to ensure a comprehensive discussion and to develop multifaceted problem-solving strategies.
Summary
FMEA (Failure Mode and Effects Analysis)
An analysis method to rank possible product failure modes, visualize high-scoring items, and determine policies and priorities for countermeasures.
Bottom-up type method that decomposes a product into its design or process components and identifies failure modes for each component.
Purpose and Applications
Listing failure modes, prioritizing countermeasures, and confirming the effectiveness of countermeasures
Creation Steps
1. Analyze the process
2. Implement countermeasures
3. Evaluate the results of countermeasures
Key Points of Preparing FMEA
1. Be as specific as possible for failure modes
2. Scoring should be objective with a set of indices
3. Implement with the participation of all departments.
It is an effective and persuasive tool that can be used as explanatory material for clients, so it is definitely worth learning how to use it.
Thank you for reading!


コメント